Trusted company that deals in Quality-made products


 Send Inquiry
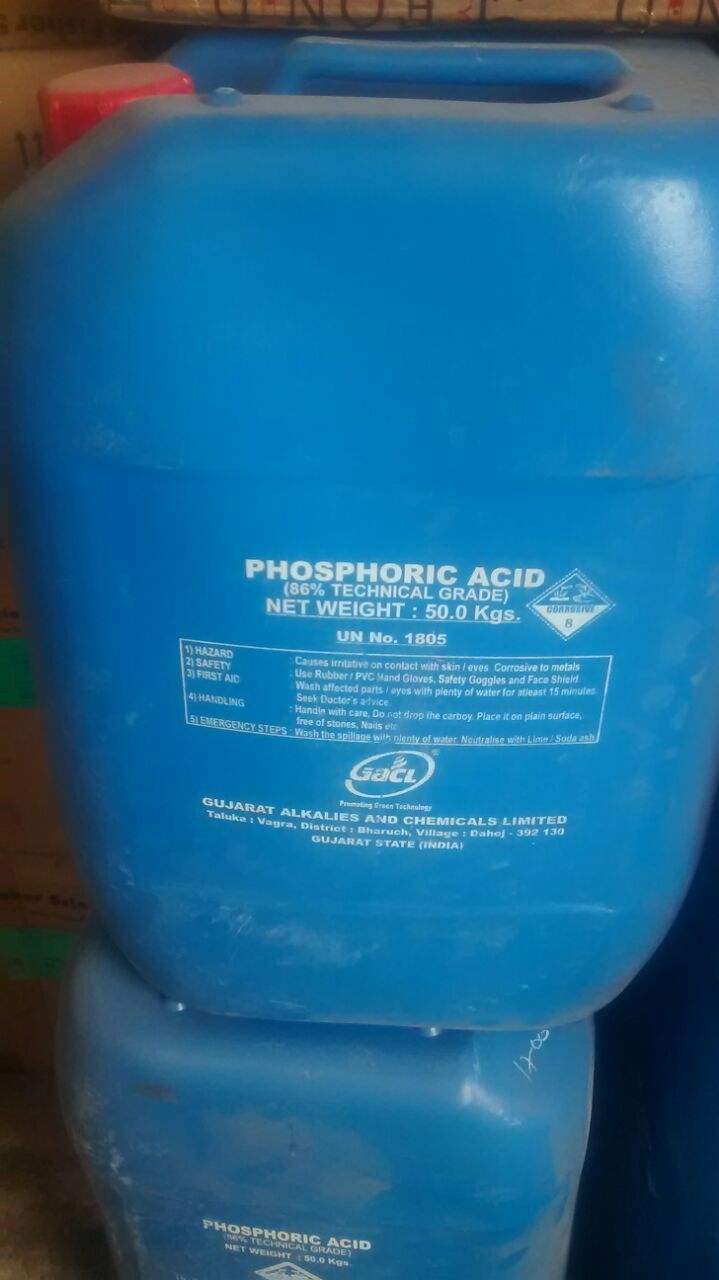
Send InquiryPhosphoric Acid
Price 96.0 INR/ Kilograms
MOQ : 1000 Kilograms
Phosphoric Acid Specification
- Melting Point
- 318 C (591 F)
- Physical State
- white, crystalline solid
- Storage Instructions
- keep them in a cool, dry, and well-ventilated area away from heat sources, moisture, acids, and other reactive materials
- Molecular Formula
- NaoH
- Purity
- 97%
- Density
- 2.13 g/cm Gram per cubic centimeter(g/cm3)
- Flash Point
- do not have a flash point
- CAS No
- 1310-73-2
- Size
- 0.8-1.2 mm
- Shelf Life
- 1 to 2 years or longer Years
- Molecular Weight
- 40 GSM (gm/2)
- Boiling point
- 1,388 C (2,530 F)
- Ph Level
- 14 for a 1% solution
- Packaging Type
- 50 kg bag HDPE
- Usage
- Use tightly sealed, moisture-proof containers made of appropriate materials
- Grade
- TECHNICAL
- Type
- Industrial Lab Chemicals
- Appearance
- Crystalline
- Purity(%)
- 86%
Phosphoric Acid Trade Information
- Minimum Order Quantity
- 1000 Kilograms
- Payment Terms
- Cash Advance (CA), Cash in Advance (CID)
- Supply Ability
- 10 Kilograms Per Day
- Delivery Time
- 1 Week
- Sample Available
- No
- Sample Policy
- Contact us for information regarding our sample policy
- Packaging Details
- 50 kg HDPE bag
- Main Domestic Market
- All India, Gujarat
- Certifications
- COA
About Phosphoric Acid
We have emerged as one of the leading traders of superior qualityPhosphoric Acid.This acid is demanded in various chemicals, foods, pharmaceuticals and many other industries. Offered acid is processed by our vendors in adherence to the global quality standards. Before delivering it to the clients, we check this gamut at our modern examination labs.Features:
- Accurate composition
- Non-toxic
- Effectiveness
High-Purity Industrial Applications
Renowned for its superior purity, reaching up to 99%, Phosphoric Acid is a mainstay in various industrial sectors. Its high-grade technical specifications make it ideal for manufacturing, processing, and laboratory work. Sourced from credible suppliers and available for distribution and export, it meets rigorous quality standards demanded by India's industrial landscape.
Safe Packaging and Storage Solutions
Supplied in robust 50 kg HDPE bags, Phosphoric Acid ensures secure, moisture-proof storage and easy handling. To ensure stability and extend shelf life, it is crucial to keep the chemical in cool, dry, and well-ventilated environments away from heat, acids, and reactive substances. Adherence to recommended storage practices preserves product integrity and user safety.
FAQ's of Phosphoric Acid:
Q: How should Phosphoric Acid be safely stored for industrial use?
A: Phosphoric Acid should be stored in tightly sealed, moisture-proof HDPE containers, placed in a cool, dry, and well-ventilated area. Keeping it away from heat sources, acids, moisture, and other reactive materials helps maintain its quality for up to two years or longer.Q: What are the primary industrial applications of Phosphoric Acid?
A: Phosphoric Acid is widely used in various industrial processes including manufacturing fertilizers, treating metals, water purification, and as a reagent in laboratories. Its high purity and technical grade make it versatile for diverse industrial sectors.Q: When is it necessary to check the purity and quality of Phosphoric Acid in storage?
A: It is recommended to check the purity and overall condition of Phosphoric Acid before each use, especially if it has been stored for an extended period or close to its shelf life of up to two years. This ensures product efficacy and safety in industrial applications.Q: Where is Phosphoric Acid commonly distributed and supplied from?
A: Phosphoric Acid is distributed, exported, and supplied by manufacturers, traders, and distributors across India. Reliable suppliers ensure the product meets industry standards and is packaged securely for transportation.Q: What makes Phosphoric Acid beneficial in industrial processes?
A: Its high purity (up to 99%), strong acidity (pH 14 for 1% solution), stable crystalline form, and extended shelf life contribute to effective and consistent results across various industrial procedures and applications.Q: How does the packaging type enhance Phosphoric Acid's usability and safety?
A: HDPE packaging in 50 kg bags is moisture-proof and resists chemical reaction, which not only maintains the product's integrity but also facilitates safe handling and easy storage in industrial environments.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Bulk Chemical GACL Category

Caustic Soda Flakes
Price 44.0 INR / Kilograms
Minimum Order Quantity : 1000 Tons
CAS No : 1310732
Purity(%) : 98%
Appearance : Crystalline
Type : Industrial Lab Chemicals

Anhydrous Aluminum Chloride
Price 41000 INR / Ton
Minimum Order Quantity : 1 Ton
CAS No : 7446700
Purity(%) : 99%
Appearance : White and yellow Power
Type : Industrial Lab Chemicals

Liquid Chlorine
Price 305 INR / Milliliter
Minimum Order Quantity : 1 Ton
CAS No : 7782505
Purity(%) : 99%
Appearance : Liquid
Type : Industrial Lab Chemicals
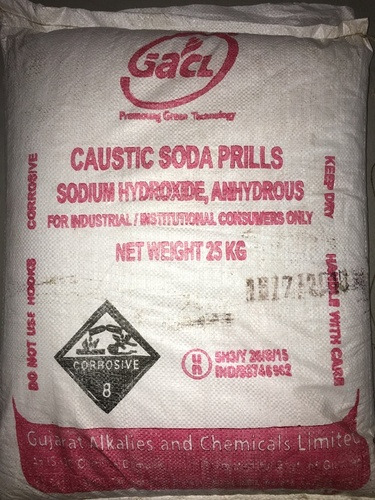
Caustic Soda Prill
Price 70.0 INR / Kilograms
Minimum Order Quantity : 1000 Kilograms
CAS No : 1310732
Purity(%) : 98%
Appearance : White Solid
Type : Industrial Lab Chemicals
Contact Details
- 104 / 14 B, Muljinagar society, Nizampura, Vadodara - 390002, Gujarat, India
- Phone :07971670415
- Mr Mr Chintak (Partner)
- Mobile :07971670415
- Send Inquiry

 Send Inquiry
Send Inquiry Send SMS
Send SMS
CHINTAN ENTERPRISE
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
